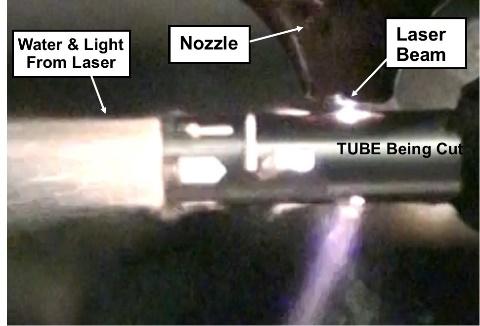
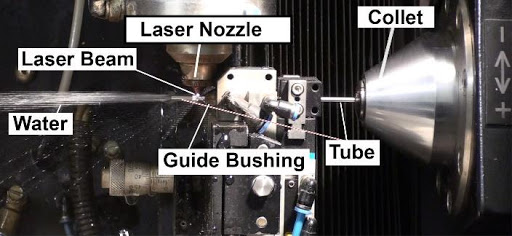
Our laser tube cutting process uses a stationary laser beam directed toward the center of the tube. The stainless steel tube is fed through a stationary guide bushing, a “slip-fit” mechanism that stabilizes the tube while keeping it aligned at the proper distance from the laser beam. Behind the guide bushing, the tube is held firmly by a programmable 360-degree indexing collet, which rotates the tube and allows precise axial movements.
The Cagila CAM software writes CNC programs to control the laser, collet, guide bushing, and bar feed mechanisms. Pressurized deionized water runs through the tube during the cutting process to cool the part and flush out molten metal.
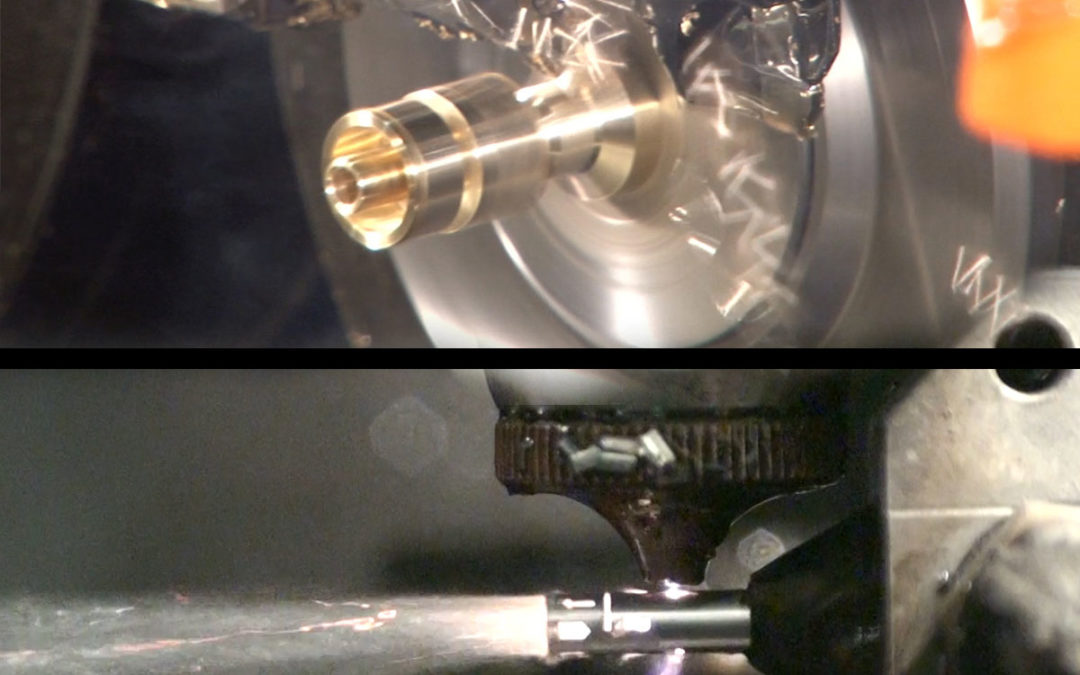
Close-up of Laser Tube Cutting Process
Additional Details of Laser Tube Cutting Process
Laser Types
CO2 Lasers
CO2 lasers have been used in manufacturing for years and are ideal for cutting or engraving various materials, including metals, acrylic, wood, leather, and vinyl.
Fiber Laser Cutting
Fiber lasers can be used for cutting, engraving, and welding. They are more expensive but provide faster cutting speeds and cleaner cuts with improved cost efficiency.
Femtosecond Lasers
Femtosecond lasers offer ultra-short pulse widths that produce highly precise cuts with minimal cosmetic damage, reducing or eliminating post-processing operations such as pickling, deburring, or polishing.
Laser Tube Cutting Advantages
- High Precision, Speed, and Versatility
- Ability to create complex designs
- Minimal Burrs & High-Quality Finishes
- Tolerances of +/- .013 mm (.0005”) with excellent repeatability
Laser Cutting Limitations
- Hypotube Diameter: 0.5 mm to 8 mm (0.020 to 0.315”)
- Wall Thickness: Up to 0.50 mm (0.020”)
- Kerf Width: Approximately 0.10 mm (0.004”)
Common Laser Tube Materials
304 Stainless Steel
- Excellent formability and durability
- Performs well in extreme temperatures and corrosive environments
316 Stainless Steel
- Contains 2-3% molybdenum, chromium, and nickel
- Provides enhanced corrosion resistance and strength
L-605 Alloy
- Non-magnetic Cobalt-Chromium-Tungsten-Nickel alloy
- Offers high strength, formability, and oxidation resistance at elevated temperatures
Medical Applications for Laser Machining
- Biopsies: Hypodermic needles designed for tissue or cell extraction
- Cannulas: Small tubes inserted into the body for fluid drainage or medication delivery
- Catheters: Tubes used for urinary drainage and medical procedures
- Custom Fabricated Stainless Steel Surgical Tubing: Various sizes, profiles, and lengths, including machined, formed, and flared options
- Endoscopic Markers & Clips: Used in laparoscopic procedures to mark tissue or stop bleeding
- Hypodermic Needles: Used for injections into the circulatory system
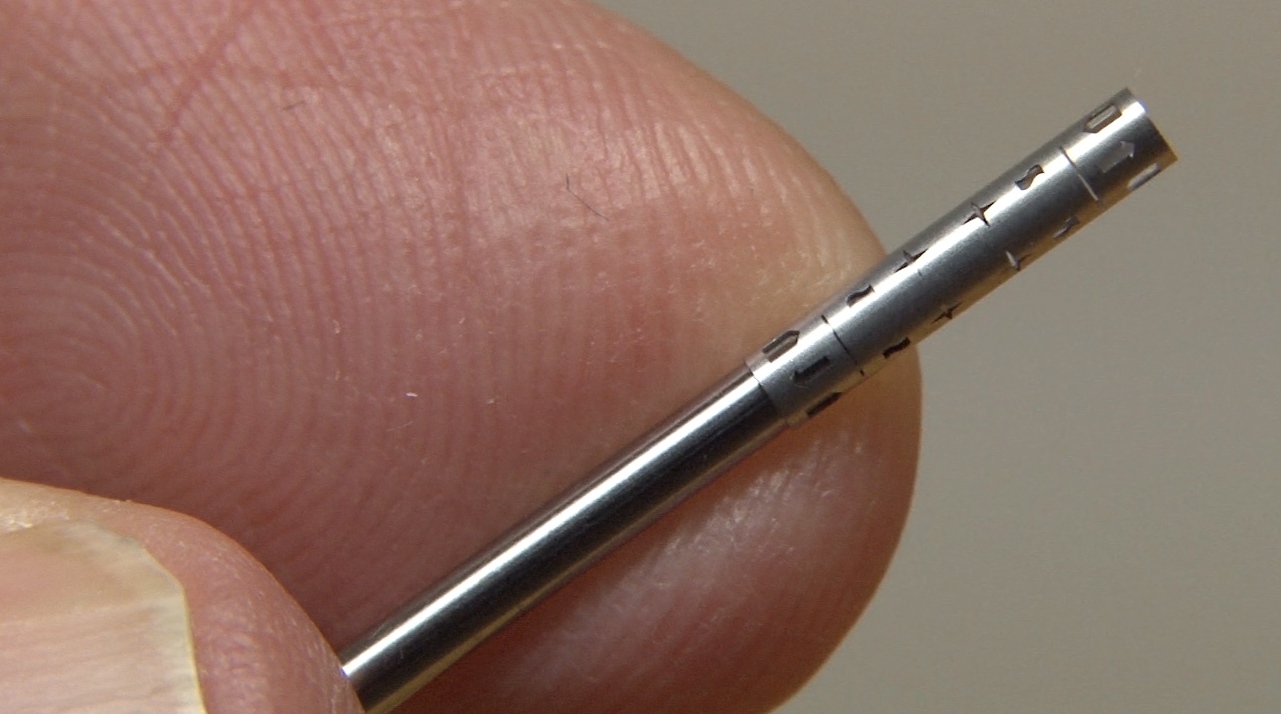
Laser Machined Sample